Cварочная проволока — сравнение характеристик, плюсов и минусов омеднённой, стальной, алюминиевой и порошковой проволоки
Проволоку для полуавтоматической сварки используют при сваривании деталей с использованием различных газов (так называемые типы MIG и MAG). При таком сваривании проволока играет роль электрода и присадочного материала. В процессе сварки электричество поступает на токосъемную часть, а затем на проволоку. Между деталью и электродом образуется дуга. Из-за этого создается сварочная ванна и качественный шов.

Так как проволока поступает из катушки непрерывно, это, в отличие от электродов, позволяет создавать очень длинные швы и улучшать качество сварки. При использовании проволоки существенно сокращается время сварочных работ.

Видов и типов сварочной проволоки существует достаточно много. Для грамотной и правильной сварки важно правильно выбирать сварочную проволоку. Именно от нее зависит конечный результат сварочных работ.

Формы выпуска сварочной проволоки
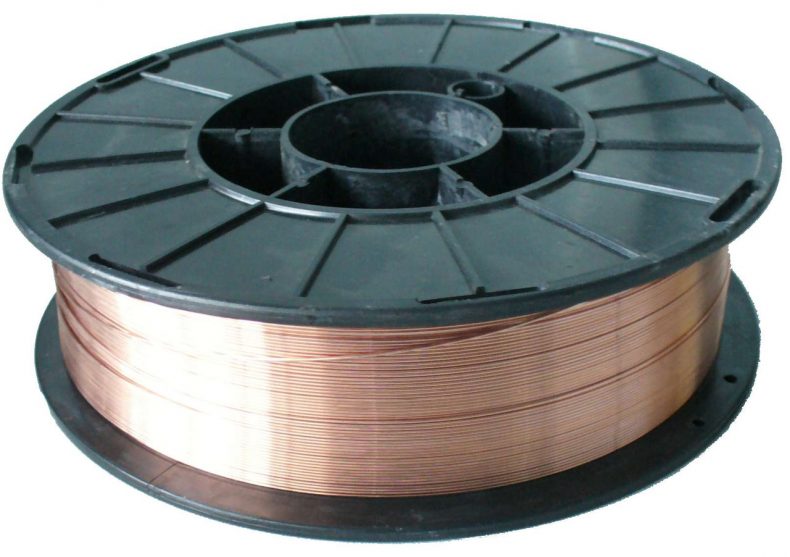
Для использования в полуавтоматических сварочных аппаратах производители выпускают сварочную проволоку в специальных пластмассовых катушках или металлических кассетах. Катушечный тип обычно используют для намотки проволоки весом от 1 до 22 килограмм.






Диаметр таких катушек может составлять от 10 до 30 сантиметров. Чем больше размер катушки, тем большее количество проволоки на ней намотано. Диаметр катушки обозначается буквой D и цифровым обозначением размера диаметра. Например: D100, D200, D300.

В металлических кассетах сварочная проволока имеет вес от 12 до 30 килограмм. Тяжелые кассеты чаще используются для промышленных полуавтоматических автоматов. Обозначается такая кассета, например, как К300.
Выбирая проволоку для сварки, обязательно учитывают вес кассеты и ее диаметр. В маленькие MIG-аппараты входят только небольшие катушки весом до 5 килограмм и диаметром не более 20 сантиметров.

В большие сварочные аппараты устанавливают кассеты любых размеров. Использование больших катушек считается более удобным, т.к. необходимость в смене катушки возникает реже. Это экономит время сварщика и улучшает качество сварного шва.

Маркировка сварочной проволоки
В нашей стране сварочная проволока маркируется в соответствии с требованиями государственного стандарта (ГОСТ 2646-70). Благодаря маркировке специалисты без труда узнают особенности проволоки и ее характеристики.

Маркировка проволоки осуществляется путем буквенного и цифрового обозначения ее характеристик. Маркировка содержит горизонтально расположенные следующие сведения:
- диаметр проволоки;
- назначение проволоки;
- уровень углерода;
- содержание легирующих элементов;
- требования к чистоте;
- метод выплавки проволоки;
- предназначение для изготовления электродов;
- добавление меди;
- сведения ГОСТ.







Для примера маркировочного обозначения можно рассмотреть самый популярный вид сварочной проволоки, содержащий маркировку «Св-08Г2С-О». Расшифровывают ее следующим образом:
- Св — для использования в сварочных работах.
- 08 — означает наличие углерода до 0,08%.
- Г2 — обозначает вхождение в проволоку 2% марганца.
- С — обозначает содержание вещества (в этом примере кремния) меньше 1% от массы.
- О — имеется омедненное покрытие.

После этих маркировочных сведений указывает номер ГОСТа.

Маркирование позволяет легко понять состав и цели использование проволоки. Она, помимо углерода и марганца, может содержать элементы:
- Цирконий, который обозначают буквой «Ц».
- Азот — буквой «А».
- Ванадий — буквой «Ф».
- Ниобий — буквой «Б».
- Алюминий — буквой «Ю».
- Вольфрам — буквой «В».
- Хром — буквой «Х».
- Медь — буквой «Д».
- Никель — буквой «Н».
- Титан — буквой «Т».
- Кремний – буквой «С».

Иногда в конце маркированного списка указывают букву «А». Она означает содержание в проволоке стали с небольшим количеством примесей. Две такие буквы информируют о более чистой стали.

Типы сварочной проволоки
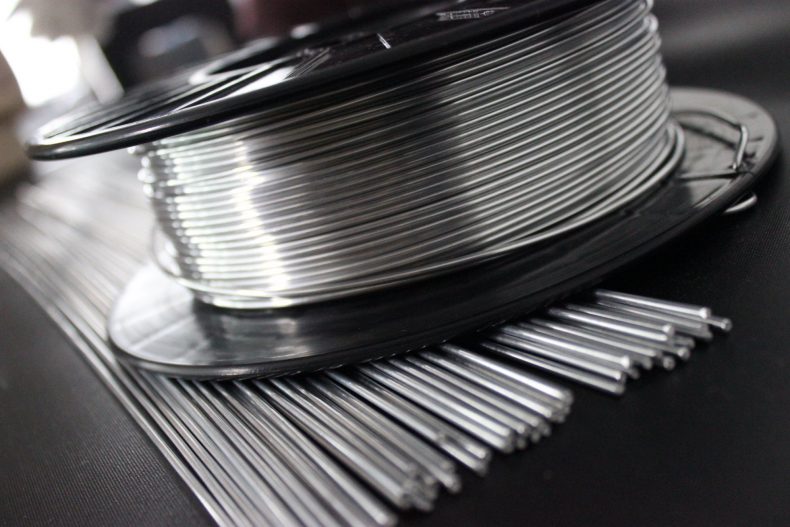
Данную проволоку выпускают диаметрами от 0,6 до 2 мм. Толщину советуют подбирать в зависимости от силы тока и сечения свариваемых изделий. Слишком тонкая проволока при большой силе тока сильно плавится, не успевая схватиться с деталями.

Толстая проволока создает увеличенное сопротивление и не вплавляется в свариваемые поверхности. Поэтому важно выбрать оптимальное сечение. Диаметр выбранной проволоки влияет на размер канала горелки и на размер роликов, движущих проволоку.

Сварочная проволока есть полая или сплошная. Полый тип изготавливают в виде трубки, внутрь ее помещают порошок – флюс. Такая проволока лучше защищает сварочный шов, но более ломкая. Работать с ней советуют аккуратно.

Проволока бывает с покрытием и однородная. Варианты покрытия могут быть различными, например, медными. Покрытие проволоки улучшает ее движение в канале, лучший контакт и более стабильную сварочную дугу. Шов от такой проволоки имеет хороший коэффициент растяжения. Покрытие препятствует образованию коррозии.

Назначение сварочной проволоки
Государственный стандарт выделяет 77 марок такой проволоки. Их подразделяют между собой на легированную, низколегированную и высоколегированную. Это зависит от содержания в ней углерода. Для различных сфер применения подходит свой тип проволоки.

Для углеродистых и низколегированных сталей
Этот тип проволоки является самым распространенным, т.к. большинство свариваемых поверхностей относят именно к таким видам сталей.

К ним относятся трубы, уголки, швеллер, листовое железо, арматура. Эти типы металлов широко используются в бытовом и промышленном назначении. Советуют выбирать проволоку «барсвелд СВ082ГС» сечением 0,8 мм.

Для меди
В составе сварочной проволоки для меди обязательно присутствует кремний и медь. Проволоку изготавливают по сплошному типу. Ей можно сваривать любые медные поверхности и изделия.

Проволока образует шов, однородный по составу со свариваемыми поверхностями. Самым распространенным вариантом такой проволоки является «барсвелд СuSi» сечением 0,8 мм.

Для нержавейки
Такой металл сваривают с помощью специальной проволоки для нержавеющей стали. Проволока содержит хром и никель. Уровень этих добавок зависит от степени легирования свариваемых изделий.

Под влиянием высоких температур уровень легирующих добавок в деталях уменьшается, то проволока компенсирует уровень легирования. Шов остается нержавеющим. Для нержавейки советуют использовать проволоку «барсвелд 308 LSi» сечением 0,8 см.

Для алюминия
Проволока для алюминиевых металлов обязательно должна содержать магний. Образующийся шов не подвержен окислению и идентичен материалу свариваемых деталей. Для такого типа сварки рекомендуют проволоку типа «барсвелд AlMg5» сечением 0,8 мм.
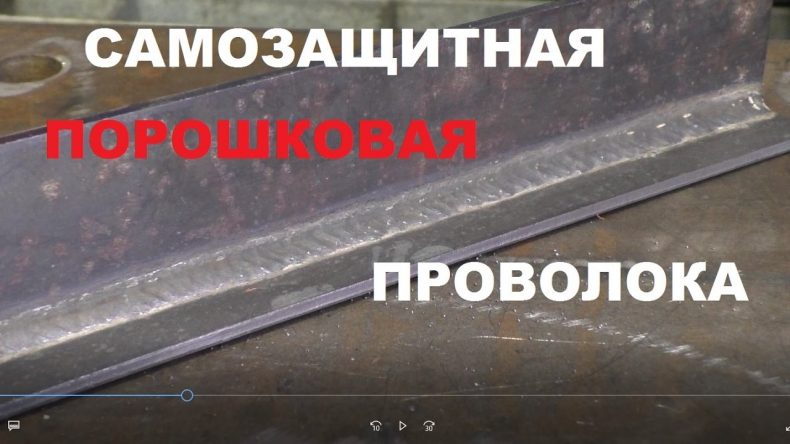
Нюансы порошковой проволоки
Порошковые проволоки бывают самозащитными и применяемыми для работы в инертных газах. Самозащитную проволоку используют в полуавтоматических аппаратах без баллонов.

Такая сварка очень удобна для работы на улице, на высоте. То есть там, где проще обойтись без баллона. Качество шва такой сварки не очень высокое. Для серьезных и ответственных работ ее применять не советуют.

Порошковая проволока, используемая для работы в инертных газах, характеризуется высокой степенью качества сварки. После сварки на шве образуется специальный шлак. Он гарантирует постепенное охлаждение шва и оптимальное образование кристаллической решетки.

Как правильно выбрать сварочную проволоку
Только качественный и грамотный выбор проволоки для сварки обеспечит необходимый результат. Неправильно подобранный материал приведет к неудобствам, плохому соединению металлов. Присадочный материал будет использоваться неэффективно.





Потребуется большее количество времени на зачистку соединения. Неправильный диаметр проволоки приведет к тому, что проволока будет болтаться и быстро сгорать либо тяжело продвигаться и плохо скреплять поверхности.
Настройка полуавтомата
Работа сварочного аппарата зависит от следующих показателей:
- Напряжение сварочной дуги.
- Сила тока и скорость подачи проволоки.
- Уровень расхода защитного газа.
- Правильность выбора проволоки.

По этим параметрам нужно правильно настроить аппарат. Важно правильно подобрать вид газовой смеси, напряжение, соблюсти полярность, а также обеспечить нужную скорость подачи и вылета сварочной проволоки нужных характеристик.
В обязательном порядке нужно ознакомиться с инструкцией по эксплуатации конкретного сварочного аппарата, а также специальной литературой в области сварочных работ.

Фото сварочной проволоки